<先進技術へのS&E>
私達は全員が技術者出身でありま
す。今まで経験した新しい技術を
取入れ、多角的な見地を駆使し提
案型のエンジニアリング商社とし
て皆様の生産のお役に立てるプロ
(SALES & ENGINEERING)を
目指します。 |
|
<最近のトピック ちょっとした経験をまとめます>
運送業界のVA提案 (親亀の上の子亀トラック) 
運送会社だって費用削減が必要です。
機械を降ろしたら、トラックを乗せればいいんです。
2台だけど1台で帰れます。
コレットのカミナリ割り (スパイラル加工) 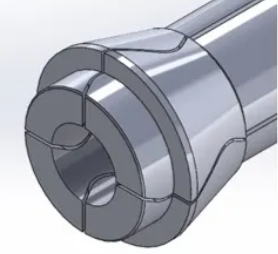
丸穴コレットで六角材を把握すると、スリ割りの溝に材料の頂点が
はまってしまいます。
そんな時はカミナリ割りを試して下さい。精度が安定しますよ。
バーフィーダーが無くてもバー材加工 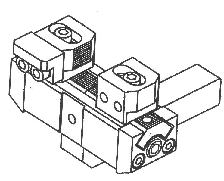
NC旋盤単体だってバー材加工ができます。
主軸貫通穴からバー材を入れて、チャックの面(ツラ)より出しておきます。
バネではさむ方式だからバー材に押付けるだけで、引き出せます。
チャックを締めると、爪が滑って外れてくれます。
振動切削で偏芯加工:偏芯(斜め)の内外径切削 
振動はNCで発生させます。この機能を応用すれば主軸もX軸も同期
しているので、偏芯加工(&斜め加工)ができます。
もう偏芯のためにコレットを準備する必要もありません。
振動切削でピン加工:細いワーク加工 
振動切削は切粉を切るだけではないんです。
ビビリを抑制するから、こんな細い径まで削れます。
ピ-タ-旋盤(スイス型)で飛越しチャック:特殊コレット 
サブ側でツバがあるワークを飛越すのは不可能と言われています。
そこでコレットメーカと相談して作りました。。
スイス型では破格の飛越径差が1mm!(Φ15を飛越してφ14部把握)
機械改造も無しに使えるのが”すごい”です。
細物対応の円筒研磨機:JTEKT GE-3Pi 
円筒研摩機は細径のワークが苦手です。
そこを短期間でJTEKTが対応してくれました。うれしくてUPします。
ご採用頂いたのは㈱佐藤精機様です。⇦すごい会社ですよ、研磨はもちろん
歯切り、焼入れまで自社で完結できる会社です。
回転工具のベアリング交換:短納期の修理体制  ゙ ゙
複合旋盤に使われる回転工具のベアリングが定期的に壊れませんか。
メーカに修理を出してて”ない”ってことも。
そんな時はお任せください。短い納期で対応します。
四角穴をあける工具:戸田精機 インコーナーホルダ  ゙ ゙
刃物は三角形! ボール盤でもOKです。
ポリゴンの原理を使っているところがすごいです。
ROBOTで自動測定機:多品種少量向け 
ロボットを使ったらずっと同じ事しかできないと思ってませんか。
簡単に段取り替えができる自動化システムを作りました。
IAIのロボットは,機能はすごくないけどプログラムが簡単でした。
スベリ対策に電着ダイヤ:バイス面の滑り対策 
バイスで把握する際に、なにをやっても滑ってしまう事ってあります。
そんな時は把握面に電着ダイヤ処理をしてください。一発で解決します。
価格も思った程は高くないですよ。
すごい旋盤技術者:NC旋盤で削り出し 
写真はリング切粉じゃないんです。れっきとした製品です。
これをNC旋盤で量産している会社がありました。しかも8インチ旋盤で!
シンプルゆえにビックリ。まさに技量の差が出る加工です。
ROBOTで習字:ファナックLR-MATEで習字 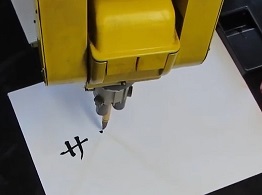
今度は習字に挑戦です。
「ン」の書き順が違うのはご愛嬌。アイデア次第で何でもOK!
マシニングセンタで驚異の面粗度:ヘール加工 
すごい面粗度を要求される事がありませんか。特にOリング溝など。
そんな時は旋盤のバイトを使って下さい。
擦り加工(ヘール加工)すれば、すぐに鏡面加工が可能です。
ROBOTプログラム:ファナックLR-MATEでサイン 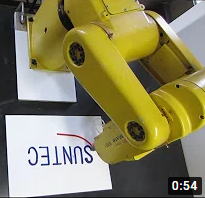
ロボットを使えるようになると、なんでもやってみたくなります。
”SUNTEC”ロゴを書いてみました。アイデア次第で何でもOK!
ポンプ圧力は高いのが良い訳ではない:NAKAMURA-TOME
深穴加工をする時に、7MPaポンプが必須と思っていませんか?
φ8×30Dなどの太いドリルでしたら、2.5MPaで十分です。
なんでかって? 刃先が冷えすぎると欠けてしまうからです。
OSGと深穴を共同開発している中村留精密から教えてもらいました。
薄板加工の問題を解決:両面テープでワークを貼付 
マシニングセンターで薄い板を削ると、歪んで(ヒヨッて)しまいます。
何で歪むか?それは ちゃんとクランプするからです。
そんな時は両面テープで貼ってみて下さい。
このテクニックは、高速切削が得意な松浦機械から教えてもらいました。
最新のビビリ対策:自動補正やプログラム対策 
加工するとビビリに悩みますが、自動補正やプログラムで対策できます。
・オークマ :加工ナビ=マイクでビビリ音を検出すると 切削条件
を自動で変更します。(主に主軸回転数をアップ)
・シチズン :振動切削LFV=刃物を微振動させて抑制します。
・DMG森 :オルタネーティングスピード制御=主軸回転数を変動させます。
五ツ爪パワーチャック:松本機械 5ツ爪パワーチャック 
薄いワークを把握すると、歪んでしまうのが困りものでした。
そんな時にGOOD! 5本の爪が力が分散し,歪みが抑えらます。
カタログには載っていない裏製品です。
クーラントは濃いほどよい?:山下誠「切削の本」 
ドリルの摩耗が問題になっていました。切削のバイブルで調べたら
ずばり出ていました。クーラントが濃すぎてドリルの先端まで届いてなか
ったのです。先人の知恵に学ぶのも必要ですね。
偏芯加工はワンチャックでOK:ハインブッフ,最新のNC機 
今までの偏芯加工は,チャックの偏芯爪を作って別工程で加工しなけ
ればなりませんでした。ところが今は"簡単に"&チャックから外さな
いで加工ができます。
Vre1 芯が移動して偏芯加工するチャック
Ver2 最新のNC機 プログラムするだけで偏芯加工
すごいチップコンベアー:嶋田鉄工所 新開発コンベア- 
旋盤のチップコンベアーは、クーラントの持ち出しがネックでした。
嶋田鉄工所が開発した"マグネット式チップコンベアー”は、クーラントを
ほとんど持ち出しません。従来は短い切粉しか運べませんでしたが、
お客様の声をもとに”長い切粉もOK”のすごいコンベアを開発しました。
クーラント代をセーブ。すごいエコです。
ピ-ター旋盤でも一発切込み:NTK 前挽FRONT MAX 
段差のあるワークって、ピーター旋盤の泣き所です。ガイドブッシュ
から落ちない範囲でしかZ方向動かせません。(14ミリくらい)
なんと半径5ミリ切込める, チップの向きがちょっと変な刃物です。
深い段差の加工でも, これで悩まなく削れます。
NC旋盤で内径スプライン加工:SECO スプライン工具 
内径にスプラインを作るのはスロッター機が常識ですが、NC旋盤
でも量産スプラインが作れます。
量産でも大丈夫?精度は安定するの?と思われますが, 本当です。
機械の寿命は大丈夫? 経験してます。お問合せ下さい。
NC旋盤で量産ギアを作る:VARDEX GEARMILL 
ギアを作るのはホブ盤が常識ですが、複合旋盤でも量産ギアが作
れます。ただ,このメーカの刃物を使わないと安定しませんでした。
ホント?と思われますが、本当です。ユーザ殿にて量産加工をして
います。(加工タイム:φ30×L18×26歯で 3分くらい)
深穴ドリルは何回転で折れる:実際のテスト映像 
最近の深穴ドリルはすごくて,ガンドリルマシンの領域をマシンニング
センタでカバーできるようになりました。
加工の手順は、パイロット穴(呼び穴)を明けてから、ドリルをこの穴へ
入れて加工を開始します。長いドリルが折れないためです。
パイロット穴に入れるのを忘れて加工してしまいました。当然破損です。
「何回転で折れるのだろう?」と思っていたら,実験をしてくれた方が
いました。その時の動画がこれです。これを見て気を付けて下さい。
すごい突切バイト:サンドビック COROCUT QD 
加工速度3倍! 寿命2倍!
普通の突切りバイトは下側へ押す力がはらいたてビビリが発生し
ますが、このバイトはターレットを押す方向に力が働きます。
ビビリが発生しずらい方向に力ベクトルが働くためです。
Y軸付きの旋盤でしたら、ぜひ試して下さい。
刃持ちが1.5倍になるクーラント 
:研削研磨 カーボンキュール
水溶性クーラントには微量の油が入っていて潤滑を行いますが、
この油分が熱の発散を妨げチップの摩耗を促進させます。
この点を改善した(油分ゼロ)新しいクーラントです。
ユーザ殿でまず1台テストをしたらすごくGOOD!
現在は、大型機械に順次入れ替えを行っているところです。
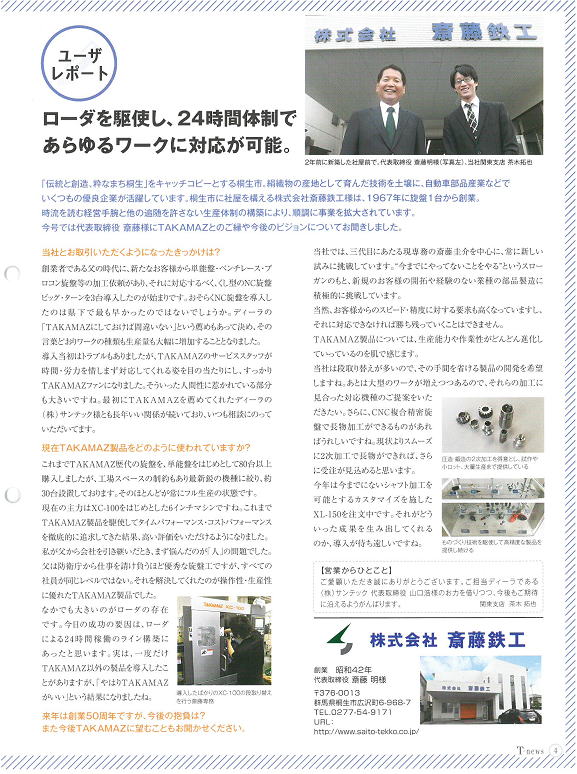
ロボットでバリ取りプログラム作りました 
意外に安定した切削。バリ取りだって大丈夫!
㈱斉藤鉄工様が、高松機械発行の業界誌「T-news」に特集されました。

|